




电焊机是采用手工直流电焊机反接和氩弧焊打底。直流电焊机选用焊条为J506、J507等,氩弧焊采用H08A焊丝,高压管道的材质为普通低合金钢,如屈服强度等级为295MPa、345MPa、390MPa、440MPa等。
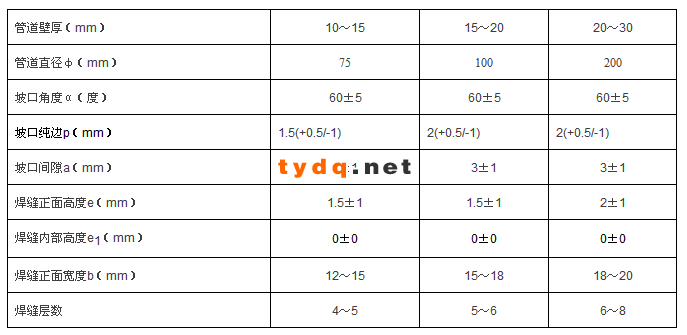
2、焊接接头坡口准备,焊缝尺寸和焊缝层数
3、高压管道的焊接方法
准备好电焊机、氩弧焊机和烘干好的焊条,检查所焊焊缝表面有没有油污和铁锈,然后用氩弧焊(焊丝为H08A)从管子底部中间处由下向上焊接到管子上部中间处,另一侧采用同样方法焊接,焊完一圈后采用直流电流机(J507焊条)进行同样方法焊接,采用重复几次焊接接头就焊好了。
在焊接过程中要注意以下几点:
(1)电焊机电流要适当,要采用小电流多层焊;
(2)焊条角度要适当,表面焊角要饱满,不宜过高,焊接中焊条要左右摆动均匀;
(3)地点要选择无风处,禁止采用风吹;
(4)在焊接过程中不宜停留时间太长,最好一次焊完。

4、高压管接头焊后处理
高压管焊后要进行回火处理,回火温度为600℃~650℃,要把管道两头堵好,防止冷空气进入,保温时间为4~5小时。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。



















