





一、电焊条的选用
电焊条的选用及预热、焊后热处理规范
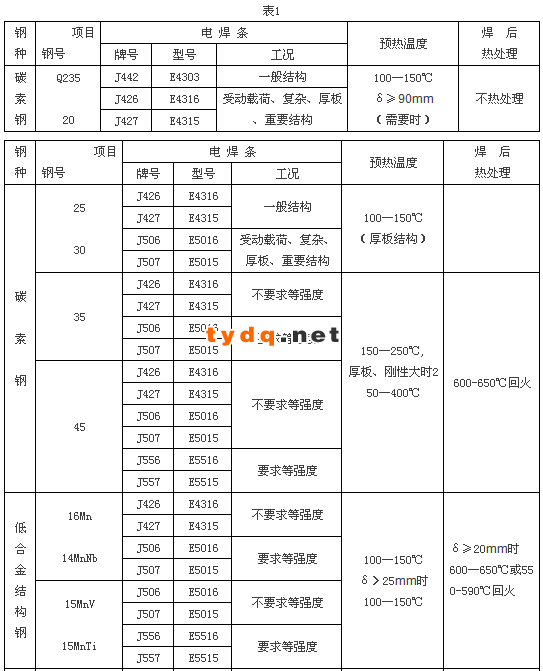

不锈钢、耐热钢电焊条的选用及预热、焊后热处理规范


注:1、回火加热速度不大于200℃/小时,保温时间一般为0.04时/毫米,最低不少于2小时,以2.5-3℃/分钟的速度缓冷至300℃后空冷。
2、焊件的预热及预热温度的选择,决定于母材的碳当量、焊件厚度、构件的形状和拘束度,焊接工艺、焊材的种类、焊材的扩散氢含量、焊件和周围环境的冷却条件、施焊条件等因素综合考虑。
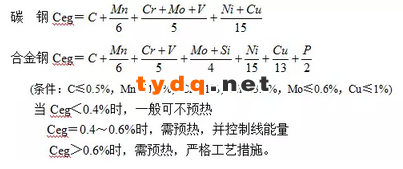
3、碳当量——把钢中合金元素(包括碳)的含量按其作用,换算成碳的相当含量。作为评定钢材焊接性能的一种参考指标。
评价冷裂纹倾向最通用的碳当量(Ceg)公式:
二、电焊条烘焙
电焊条应按说明书规定进行烘干。焊条烘焙规范参见表2。烘干的焊条应在100~150℃低温烘箱内保温,随用随取。取出的焊条须放入焊条保温筒中使用。烘干的焊条置于空气中超过四小时应重新烘干。重复烘干次数不超过三次。

更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。



















