




防错技术的意思是防止差错,日本丰田公司将防错技术发展为自动化,由于长期坚持和不断完善,给企业带来了巨大的效益。反思我们的航空产品因复杂性和高精度性,在加工过程中容易出现各种差错,防错技术没有很好且有效地应用。在产品的制造过程中,造成产品缺陷的原因可归结为以下3种:加工过程的波动、人为差错和工序的复杂性。复杂的工序可以通过应用新技术简化来消除,而如果产品缺陷是由人为差错造成的,那么防错法就是最合适的方法了。
航空发动机盘类零件有许多端面孔,在实际生产加工过程中,经常会因为操作者的低级错误使孔的数量、角向、直径等出现差错。本文介绍的防错技术,是通过数控程序智能判断,提前消除错误因素,对操作的动作起到提醒、纠正和监督的作用,保证孔加工的正确性。
1.防错技术的提出
大部分产品缺陷都是由于人为操作错误引起的,美国工程师通过对23 000个有缺陷的部件进行统计后得出,大约80%的缺陷都是由人为差错引起的。为了对人为差错进行控制,丰田公司首次提出防错加工方法,丰田公司人为100%的检验只是能够剔除废品,但不能提高产品合格率,而防错法的目的就是要提高产品的合格率而不是为了剔除废品。防错法对于防止产品缺陷以及提高产品的合格率起到了极大的作用。丰田汽车公司建立了自己的防错体系,在生产车间,平均每台设备上有十多道防错装置。
2.防错技术的特点
防错法技术的突出优点是成本低、见效快以及方法简单。应用这种方法除了能够消除产品缺陷、提高产品一次合格率外,还有以下几点好处:①提高人力资源利用率,可以让操作人员节省精力来从事其他增值活动。②提高管理效率。③提高安全性。④降低成本。⑤减少对熟练工人的依赖。⑥提高加工柔性。⑦减少返工率,缩短交货期。
3.防错技术应用现状
由于国内制造企业自动化程度不高,设备精度和可靠性都比较差,操作流程不规范,防错技术的优点正好可以弥补这些不足。在产品制造过程中应用防错技术去消除造成产品缺陷的差错是一种很有效的手段。但是在实际应用中,经常会出现以下问题:①无法使用防错技术。②成本过高。③使用防错技术反而会使加工工序变得复杂,影响加工效率。
对于制造过程,目前的工艺方法虽然也提出了对制造缺陷进行预防,例如工艺规程中规定的倒圆、倒角,安装找正的注意事项及技术要求,钛合金防污染提醒等,但这些预防措施主要是建立在严格按照工艺要求的基础上的。在实际生产中,由于各种偶然因素或人为因素的缘故,产品制造过程往往会偏离设计者的期望,从而无法对质量缺陷进行有效控制。基于此,通过设计数控程序,实现智能化判断和流程固定化,达到预防错误的目的。
现场防错措施是一些粘贴在机床或操作面板上的文字,时间较长后操作者会逐渐养成习惯性思维很少注意,却少强制执行的控制手段。而在数控程序中增加提醒和判断功能,完善了控制流程,有效降低了错误的发生。
4.防错技术的实际应用
(1)零件加工错误描述。某盘间封严挡板零件,端面上有3种不同直径的孔(见图1),由于设备及成本方面的原因,该零件被安排在了不具备刀库的三坐标铣床上加工,操作者在粗加工孔②时因忘记换刀,造成用加工孔①的φ6.0mm刀具加工了孔②,造成孔②直径尺寸超差。
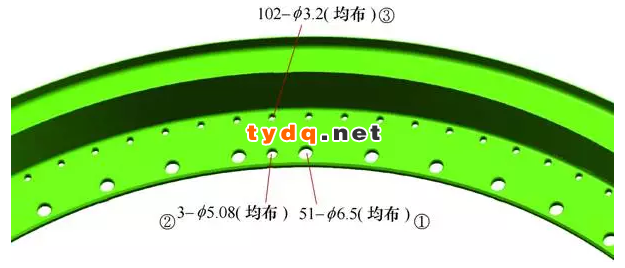
图1 某盘环零件的端面孔
(2)错误原因分析。①加工设备现状:加工现场有台铣削加工中心,但因为刀库出现故障,后续无法维修,操作者只能进行手工更换刀具,常因更换刀具错误而出现加工错误,造成零件超差报废。②错误原因分析:加工设备没有刀库,不能实现自动换刀,操作者常凭记忆和感官进行更换刀具,而不在机床内输入刀具尺寸信息,常发生操作者没有仔细对照数控工步卡进行调用对应的数控程序和相应规格的刀具,造成刀具尺寸与数控程序对应关系错误。
(3)防错技术方案及措施。采用数控程序智能判断、刀具尺寸信息自动提醒等综合防错技术,达到预防错误的目的。具体目的包括:①强制操作者输入刀具信息,增强对刀具尺寸进行确认环节。②数控程序中增加智能防错语句,保证刀具半径与程序的一致性,根据程序中刀具号读取刀具尺寸,与程序中预设值进行比较,保证了刀具尺寸的正确性。③加工界面增加提醒信息,方便指导操作者进行加工。根据上述的预防目的,制定了如下防错方案(见图2):机床操作者先安装刀具,再输入刀具参数,在运行数控程序后、刀具正式加工之前,程序会进行智能判断当前刀具直径是否正确,如果刀具安装错误,或者刀具信息输入有误,直接在屏幕上输入即可,无须停机重新启动数控程序即可完成修改。
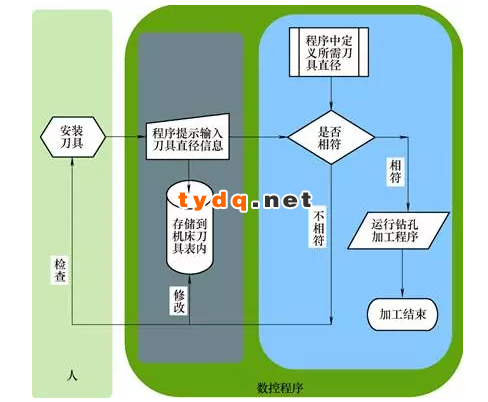
图2 防错流程图
从上述流程图中可以看出,数控程序自动强制操作者输入刀具直径,同时采用了智能化判断、界面信息提醒等方法达到了流程化、自动化和强制性的效果,减少了流程控制因素,通过现场加工验证,该流程控制比较合理可行。
刀具半径判断与校对功能程序段代码如下:
R0=5 ; (设定加工刀具半径值)
ShuRuR:
R1=$TC_DP6[$P_TOOLNO,1] ; (读取机床当前刀具尺寸信息)
IF R1<>R0 ; (当前刀具尺寸信息与程序设定值比较)
MSG(“Please input the tool No”<<$P_TOOLNO <<” Radius in the tolls paramete”) ; (提示输入刀具半径值)
M05
M00
GOTOB ShuRuR
Endif
If R1==R0
MSG(“the tool is correct !!!”)
Endif
5.结语
防错加工技术是一种解决人为差错而造成产品缺陷的有效方法,目的是在加工准备阶段就考虑到在制造阶段可能会出现的潜在差错,在零件的数控加工过程中,把防错法融入到数控程序中,这种方法在实际应用中对于提高产品质量是很有帮助的。
通常情况下,在新件试制过程中,很少出现人为低级错误发生,因为加工过程中处处小心谨慎;而批产加工中,由于习惯性思维作用,图样、工艺和工步卡常常被忽略,就是在这种情况下经常发生一些非技术性的但又很致命的低级错误,给零件加工带来严重后果。所以在制定工艺规程的过程中,就应融入防错理念,在实际生产制造过程中,会有事半功倍的效果,如夹具定位防错设计、盘件两面区分设计以及刀具破损监控等技术。
本文只从孔加工过程中刀具直径防错方面进行了研究,还有很多防错技术可以应用在孔加工过程中,例如角向防错、数量防错等。防错加工技术是一个不断积累、不断完善的过程,只有对其持之以恒地不断改进,才能形成一套防错加工提醒,最终实现将零件零缺陷的理念变成现实。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




















