



钣金是指对金属薄板进行一系列的综合冷加工工艺,主要是对其产品进行分离和成型两种工艺,具体包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特点是对同一厚度的零件进行加工。
根据不同的产品要求,利用金属材料的延伸性,对钣金件可以进行各种形状的弯曲成型。
对钣金件进行成型加工的主要设备有冲床,油压机,折弯机等。笔者主要介绍利用折弯机制作圆板钣金件的一些技巧。
折弯机在制作钣金上具有反应速度快,用途范围广等特点。但在制作圆弧工件时也要根据不同的工差要求,圆弧大小选择不同的工艺,可以达到事半工倍的效果。
利用专用模具一次成型方式
一般小于R30的圆弧工件,可直接用圆板模弯曲(如图一所示)。在上模固定时,建议采用如图所示的上模固定方式,以便于拆装模,在增加新模具的时个,也可以降低成本。用此工艺制作出来的产品精度高,尺寸准,适合于批量较大的精密钣金件。
一般小于R30的圆弧工件,但工差尺寸要求不高,可用简易圆板模完成(如图二所示)。该种工艺是直接利用一根直径等于钣金件圆弧大小的圆管放于板面,下模直接选用宽度大于圆弧直径的V槽。利用普通折弯上模刀尖压住圆管并作用到钣金上,以达到成型的目的。用此工艺制作产品时一定要点动操作,对准后方能压制。如果角度不能达到要求,可多压制几次(压制时稍为移动钣金产品位置)。此工艺主要用于批量少,要求精度不高的钣金件,用此办法制作方便,成本相对可以降低。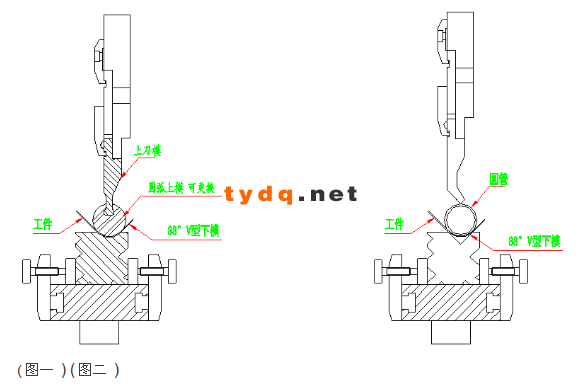
利用多次压制成型方式
一般对于大于R30的圆弧钣金件,可根据把该段圆弧的大小展开,并设计出可以通过多少次折弯成型,从而可以算出每一次弯曲的定位尺寸。并按总的圆弧角度与共折弯多少次的关系,算出每次弯曲的角度。
如果的普通折弯机,可根根以上的算法划线折弯。如是数控折弯机,则直接根据程序输入参数即可完成。以瑞士CYBELEC 60系统为例(编程界面见图三),要制作如图四所示的的钣金件,编程步骤如下: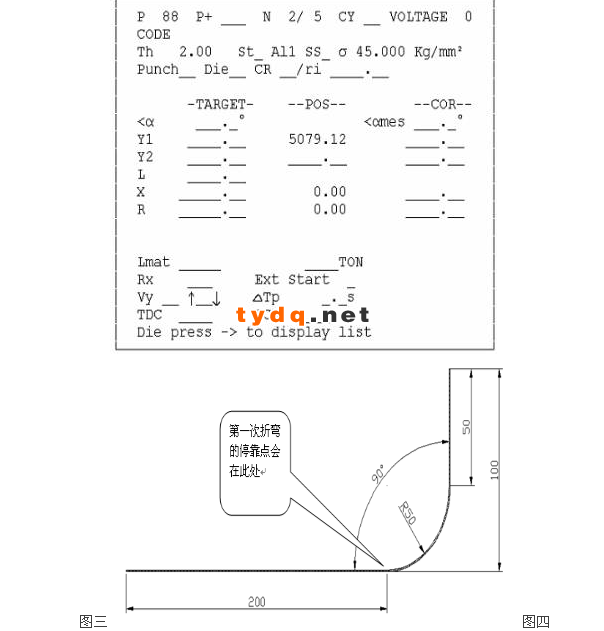
要折弯如下的大圆弧公件,首先跟折其它工件一样,要输入板厚Th,还要选择材料St_,以及上下模具的选择,Punch和Die,还有板料宽度Lmat也照常输入。
CR_是指圆弧部份的的折弯次料,次数越多,相对圆弧越圆滑,一般根据实际圆弧大小处理如下图的话,20次就可以了。Ri是指圆弧的半径如下图输入50即可。角度是指工件折圆弧完成后的角度,如下图,则该输入90度。后挡位尺寸L直接输入折弯件一边的高度即可如下图就输入100。系统会自动计算圆弧展开后的长度,自动会找到停靠点。折弯时,后挡料会从后向前每折弯一次移动一次。
以此种工艺制作钣金零件时,同一圆弧大小,折弯次数越多,效果越好,表面越平滑,在折制此类产品时,可调整折弯机滑块行程上始点,以提高加工速度。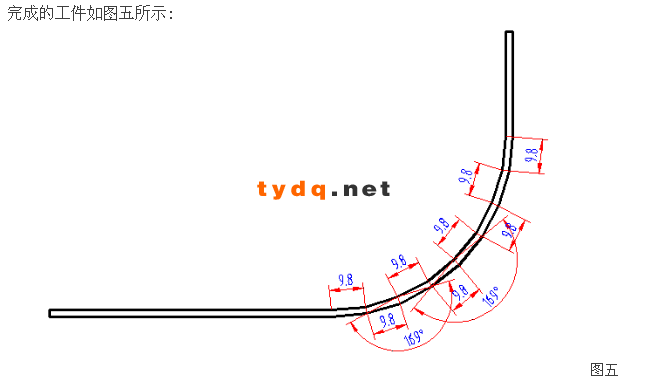
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




