




工艺孔,顾名思义就是由于工艺需要而形成的孔。该孔可以是圆孔、方孔或其他形状的孔。
它的尺寸公差及形位公差可以不作要求,也可以要求很严格。它可以在设计图样中出现,也可以在图样中没有,而在加工过程中出现,加工完后又踪迹皆无。总之它的形式多样,运用灵活,作用很大。工艺孔的作用可以从机械设计和加工两方面进行分析。
2. 工艺孔在机械设计方面的应用
在机械设计方面,工艺孔会被设计在图样上,它的存在并不影响零件的使用,其作用归纳起来大概有以下几点。
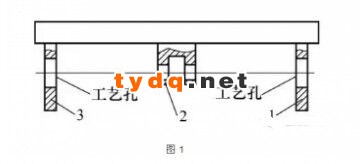
(1)工艺孔最普通的作用就是便于零件的加工。由于有些零件的加工部位难免与零件的其他部位相距很近,刀具无法接近加工部位,即使用上工装,可能也无法加工或加工起来相当不顺手,效率很低。此时可以在零件的有关部位设计工艺孔,使刀具通过该孔到达加工部位进行加工。如图1所示,可以在部位3或部位1上设计工艺孔,使镗刀杆通过该孔加工到零件中间部位2上的孔。
(2)在综合考虑零件的强度、材料耗用量及有关尺寸等因素的影响下,适当设计工艺孔,可以起到很好的效果。
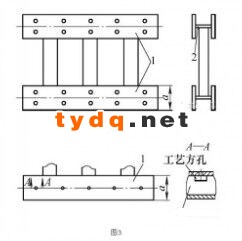
例如有一个铆焊件的底座(见图2),部位1(两件)正面上需把合一整体零件,若按图2设计方案需安排4排把合孔,且尺寸a较大。若按图3方案将把合孔设计在筋板2所在位置,并在筋板2上开出工艺方孔,以利于螺栓的把合,这样既能保证整体把合强度,又减少了一半数量的把合孔(相关把合件也减少了一半数量的把合孔),省了一半螺栓,还可以适当缩小尺寸a(包括相关把合件的有关尺寸),节省了材料,使产品结构更加紧凑。
在有些零件上适当设计工艺孔还可以起到增加零件强度或减少零件质量的作用,此类应用非常普遍,很好理解,此处不再细述。
(3)产品在装配时适当应用工艺孔可以解决很多比较棘手的问题,最常见的就是各零件之间的装配干涉现象。
举个简单的例子,如图4所示,若需要将螺栓通过尺寸b开档穿入光孔φ 与上方零件把合,则尺寸b必须大于螺栓长度,螺栓才能进去。若螺栓长度较大,则可考虑在光孔下方的底板上开工艺孔,让螺栓从工艺孔中穿过,就能解决不增大尺寸b情况下的干涉装配钳工在一些不顺手的地方操作时,手工工具很难作业,尺寸较难测量,利用工艺孔往往能够轻易完成。

产品在进行液压或润滑配管、电器配线时,也可以让管子或电线通过工艺孔穿行于机器内部或周边,减少机器表面管夹和线夹的数量,使产品更加美观。
3. 工艺孔在机械加工方面的应用
工艺孔在机械加工中的应用也很广泛,可以从以下几方面考虑。
(1)有利于保证加工精度并方便检测。对于一些斜面、斜孔较多即角度尺寸较多的零件而言,加工难度相对较大,但这些角度尺寸的设计往往有一个或几个中心基准点,我们的做法常常是在中心基准点处加工工艺销孔(按照具体情况直接打在工件上或打在工装上),该工艺销孔要有严格的公差要求,在工艺销孔中需要安装精度较高的直销,通过这个直销打表、反尺寸及检测,加工起来就方便多了。
曲轴类零件加工外圆时,一般需要在曲轴总长两端留适当加长夹头,按各外圆中心在夹头上打好工艺中心孔,这些工艺中心孔供车床或磨床找正用,每进行一次外圆加工后,都需在镗床上按外圆找正精修(或重打)夹头上的工艺中心孔,直到所有外圆精加工结束就可以将夹头加工掉。利用工艺中心孔作顶尖孔进行双顶尖找正,对于保证外圆加工精度很有好处。
(2)便于零件装卡。图5所示为铜质衬板类零件,其厚度方向的尺寸公差、形位公差和表面粗糙度要求往往都很严格,常常需要在磨床上精加工,因为是铜件,无法吸附,造成装卡困难,如果在其把合光孔位置加工出孔径小于光孔的工艺螺纹孔,然后将衬板把合在可吸附在磨床工作台上的钢质工装垫板上,多次翻个加工,最后再将工艺螺纹孔扩成光孔即可。此处巧妙地利用光孔位置加工出工艺螺纹孔,使装卡变得十分方便。
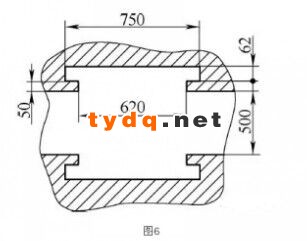
(3)提高加工效率。笔者在车间进行工时定额现场服务时,曾遇到拉伸矫直机钳口机架钳口部位正在落地牛头刨床上用刨削方式(类似于插床插键槽的加工方法)加工大T形槽,此T形槽尺寸较大,在工件上下钳口部位各有一处,T形槽长度1m,其余尺寸如图6所示,620mm尺寸大槽部在零件焊接前已留量粗加工成直槽(62mm尺寸小槽部实心,由于尺寸较小焊前未加工)。由于刨削加工效率太低,加工一处62mm尺寸小槽用了3天多时间,笔者建议在每个62mm尺寸小槽部先钻一个φ 40mm的工艺通孔(目的是去掉大的加工量),结果使加工效率提高了1倍多。
另外,将多个相同零件利用工艺孔组合在一起同时加工,也是提高工作效率的不错选择。
4. 结语
工艺孔的应用还有很多,在相关文章中多有提及。笔者从另外的角度通过实际工作对工艺孔的作用做了一些总结,举了一些简单的例子以便于理解。希望广大同仁多留意工作中遇到的能够利用工艺孔解决的问题,对工艺孔的应用多做补充。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




















