




1. 问题陈述
枪钻(ELB)是用于加工深孔(长径比>5)及精密浅孔的单刃内冷外排屑深孔钻。主要用于加工φ0.9~φ50mm的深孔,钻孔深度可以达到被加工孔直径的250倍,孔的尺寸精度可达IT7,表面粗糙度值Ra可达0.1~ 0.8μm,圆度<5μm,直线度可达0.4/1000mm。枪钻的外形及尺寸如图1所示。
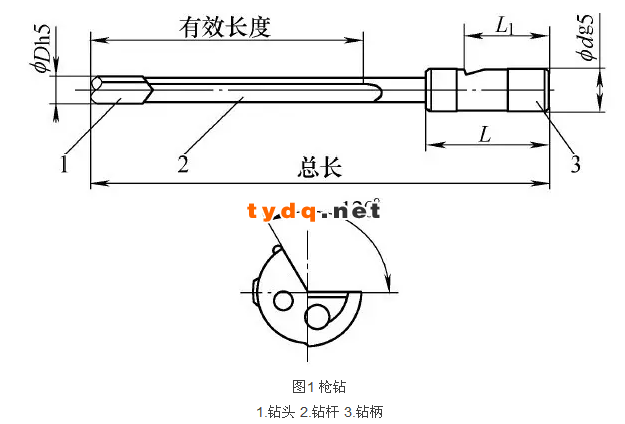
枪钻由钻头、钻杆及钻柄三部分组成。钻头为中空结构, 高压冷却油从钻柄尾部中心孔流入,在高压作用下,钻屑沿V形槽排出工件,带走切削热,同时减少了刀具与工件的摩擦损耗,提高了钻孔精度。钻头柄部依照枪钻制造厂的专业标准进行设计。
枪钻加工工艺的三大要素是设备、刀具(枪钻)和冷却润滑装置。其中冷却润滑装置能否供给充足、干净的切削液,对刀具的寿命、孔的表面粗糙度和尺寸精度均有重要影响。冷却润滑主要有下列作用:①减少刀具与导向套的磨损。②抑制积屑瘤的生成。③冷却刀具,减少和消除摩擦热和切削热。③在压力、摩擦和温度作用下,形成一层薄的油膜,防止刀具与工件的咬死。④连续排除切屑。
为满足上述作用,首先,需要一种良好的冷却润滑液,国内研制的高极压切削油(添加硫、磷及氯等元素的化合物)可满足枪钻工艺的要求。其次,要有一个设计合理、高效且环保的冷却润滑装置。而冷却润滑装置必须具备以下功能:
(1)净化功能。枪钻加工过程中,大量的切屑混入冷却润滑液中,需要钻屑与油液分离、净化处理才能供循环使用。有关试验表明:当切削液过滤精度为20μm时,刀具在两次刃磨之间能钻100个孔,而过滤精度为10μm 时,其他条件不变,则两次刃磨之间能钻500个孔。与加工表面质量的关系也是如此,当切削液过滤精度控制在50μm左右时,加工表面粗糙度值为5μm,而过滤精度控制在10μm时,则加工表面粗糙度值为0.5~1μm,因此,切削液的清洁度和加工表面质量与刀具寿命有密切的关系。
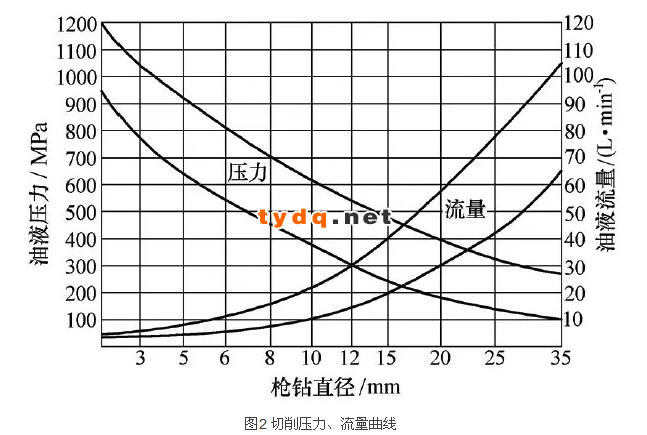
(2)切削液的压力与流量。枪钻加工过程中,必须提供具有一定压力和流量的冷却润滑液, 如果流量和压力不足,就不能抑制切屑瘤的生成,亦不能将切屑排除干净,直接影响加工质量、刀具寿命和设备安全。切削液的压力和流量设定,主要与加工孔径大小和孔深有关,其关系如图2 所示。图2中压力由孔径和孔深决定,相同孔径,孔越深,压力取大值;流量与枪钻中心通油直径和油泵输出特性有关,加工时不需调节。加工过程中,可根据加工效果不同,对设定压力进行适当修调。
(3)油温控制。枪钻加工过程中,由于金属切屑的变形、钻头支撑垫与工件孔垫的摩擦以及切屑在刀具前倾面的摩擦等产生大量的热量,并且散发辐射热量还比较差。据有关资料介绍,钻削孔径在20mm以下时,其产生热量为17×106J/h,钻削φ40mm孔径时,其产生热量为46×106J/h,这些热量只有3.75%通过工件辐射,而96.25%的热量依靠切削液进行冷却,因此切削液的温度上升很快,必须加以控制。一般要求,其温度应控制在20~45℃之间, 最高不得超过50℃,超过50℃ 时,不但不能使刀具处于良好的冷却状态中进行切削,而且切削液的性质也将恶化,从而影响润滑效果。低于20℃时,又会因为低温遇到高温切削区,容易导致刀具表面形成小块泡沫,使刀具切削遭到破坏而造成不良后果,因此切削液油箱的容积不仅应具有足够的容积,而且还需要附有温控装置,才能保持良好的切削性能。
(4)保护装置。枪钻加工过程中,由于刀具的磨损,排屑阻力增大及工况的变化,切削液的压力也会产生一定的波动。为了使压力波动不影响正常的切削加工,必须对切削液压力在整个深孔钻削中进行监控,当压力超过或低于设定范围时,机床能自动退刀或采取相应的保护措施,以保证工件、刀具和设备的安全。
2. 冷却排屑系统工作原理
机床冷却排屑系统原理如图3所示,整个系统由冷却油箱(容积1400L)和链板式自动排屑器组成。冷却装置、过滤装置、高压泵组、开启电磁阀和其他控制元件均放置在冷却油箱上。高压泵的最高工作压力为11MPa,最大流量为100L/min。磁性筒式纸带过滤机对油液进行多级过滤,过滤精度<20μm。油冷却机控制油箱的油液温度,满足深孔钻削的温度范围(20~45℃),同时又给铣削电主轴和钻削电主轴提供循环冷却油,保证主轴正常工作。
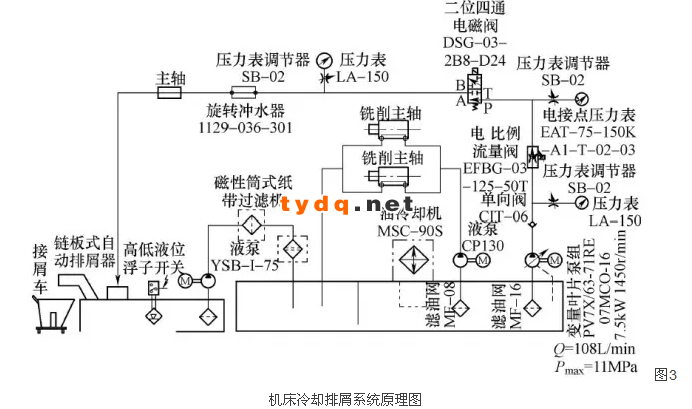
自动排屑器由链板排屑装置和脏液箱组成。工件和钻头排出的切屑和切削液,先经过钻套支架、接屑槽,流入自动排屑器, 通过链板和滤网使切屑、油液分离,使油液流入脏液箱,再通过液泵将过滤和沉淀的油液导入磁性筒式纸带过滤机进行精密过滤,磁性筒式过滤可将油液中微小的铁磁颗粒进行分离,最后通过过滤纸带进行精密过滤。过滤纸带通常为亚麻纤维压制成的无纺布,其过滤精度<20μm。完成过滤后的干净油液存放于净液箱中,供循环使用。
高压变量泵提供枪钻所需的压力油,比例流量阀可改变输出压力,调节比例流量阀的旋钮即可改变阀的通流面积A( x ) 和前后的压差Δ p,实现压力的调整;根据调定的压力值大小, 调节油箱上的电接点压力表的压力上限和下限(上、下限值一般设置在调定压力±20%以内),以限定加工过程中压力的实际波动范围,当压力波动超过限定值时,说明钻削过程不稳定,存在钻屑堵塞或泄压,应立即停止进给或退出刀具,以保护刀具和机床的安全。两位三通电磁阀控制高压油的接通和断开。油冷却机通过压缩机对油液进行恒定温度控制。液位浮子开关控制脏液箱的液面高度,当液面高于开关上限时,液泵接通,低于开关下限时,液泵断开,保证液泵的正常工作。
3. 设计分析及说明
(1)高压油泵组的选择。枪钻的高压油泵选用原则与最大钻孔直径和钻孔深度有关。深孔钻HCZK2103的钻孔直径范围为3~35mm,最大钻孔深度为2000mm,由图2得出,所需压力范围为1~12MPa,流量范围为5~115L/min,孔径越小,压力越高,流量越小;孔径越大,则压力越低,流量越大。为满足上述要求,泵必须具有低压、大流量和高压、小流量的特点。以往的国内外资料中都介绍采用复合两联泵或三联泵,但由于复合泵的体积较大、功率损失高且维修不便,所以目前在枪钻中很少使用。齿轮泵的压力和流量都能满足要求,而且对油液的敏感度低,但由于其输出流量的脉动大,对深孔钻削不利,而且噪声大、效率低,流量无法调节,所以选用也较少。限压式变量叶片泵和柱塞泵的流量可调节,效率高,脉动小,当系统压力接近设定值时,流量自动减小,节省功率和能源,非常适合枪钻的使用要求。由于柱塞泵对油液很敏感,所以该产品选用限压式变量叶片泵,牌号为德国力士乐公司的PV7-1X/63-71,其最大输出压力为16MPa,最大流量为108L/min(1 450r/min时)。
液压泵的输出功率计算公式为
Po=pq/612(1)
式中,Po为泵的输出功率(kW); p为工作压力(10-1×MPa);q为输出流量(L/min)。
当钻孔直径为3mm时,p1为8 ~11MPa,q1为4~5L/min,取最大值,则p1=11MPa,q1=5L/min, 带入式(1)得
Po1=p1q1/612=110×5/612≈0.9(kW)
当钻孔直径为35mm时,p2为1~2.6MPa,q2为70~110L/min, 取最大值则p2=2.6MPa,q2=110L/min,带入式(1)得
Po2=p2 q2/612=26×110/612≈4.67(kW)
由以上计算看出,泵的最大输出功率为4.67kW。
液压泵的输入功率计算公式为
Pi=Po×η (2)
式中,Pi为泵的输入功率(kW); η为泵总效率(kW),叶片泵的总效率一般为0.6~0.75kW,取0.7kW。
将泵的最大输出功率4.67kW 带入式(2)得
P i= P o / η=4.6 7 / 0 .7≈ 6 .67 (kW)
由以上计算看出,泵的最大输入功率为6.67kW,所以泵的驱动电机的功率取7.5kW。
(2)油箱容积的确定。油箱容积的大小取决于泵的排量和散热条件,根据经验一般为油泵最大排量的10倍以上,以保证有足够的散热空间和油液的沉淀要求,所选油泵的最大排量为108L/min,所以油箱的容积粗定为1 100L。
(3)油冷却机的选用计算。油冷却机的选用取决于油箱有效容积、温度差或液压系统的总功率等参数,计算公式为
Q=Cp×r×v×Δt/h(3)
式中,Q为总发热量(w);Cp 为定压比热(J/kgK),常用液压油取1967.4J/(kgK);r为比重(k g/m3),常用液压油取876kg/m3;v为总油量(m3), 取0.55m3;Δt为温度差(℃), 取3 0 ℃ ; h 为时间( s ) ,取3600s。
带入式(3)得
Q=1 967.4×876×0.55× 30/3600≈7.9kW
由以上计算看出,总发热量约为7.9kW,所以油冷却机的冷却能力取9kW,型号为LO-90。
4. 结果分析
通过上述原理分析及计算, 对关键外购件进行了优选和定型,考虑到高压泵在整个系统中的作用突出,其性能的好坏直接影响冷却系统的稳定和使用寿命,所以高压泵选用世界知名品牌德国力士乐(Rexroth)公司的变量叶片泵。为使操作方便,压力大小的调节选用日本油研(Yuken)的比例流量阀,可以直接在操作面板上进行压力调节,满足人性化的设计要求。过滤系统由专业厂家制造,保证了系统的质量和过滤要求。自动排屑装置利用公司现有的自动链板式排屑器进行改制,以节约设计成本,缩短设计周期。
通过与主机的联机调试, 该冷却系统完全满足深孔钻削的使用要求,其性能可靠、操作和维护方便,设计水平达到国际同类产品的要求,填补了国内的空白。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




















