




1.插齿原理
插齿机主要用于加工直齿,采用圆盘插齿刀按展成法进行插齿。插齿刀实质上是一个端面磨有前角、齿顶和齿侧均有后角的齿轮,插齿时,插齿刀沿工件轴向作直线往复的切削运动,在刀具与工件齿坯作“无间隙啮合运动”过程中,在齿坯上渐渐切出齿廓。加工过程中,刀具每往复一次,仅切出工件齿槽的一小部分,齿廓曲线是在插齿刀切削刃多次相继切削中,由切削刃各顺时位置的包络线所形成的。我们设计了一种用于在插齿机上加工长齿条的对齿定位装置,解决了长齿条加工难度大、需要把合螺孔及定位销孔进行多段对接,工作效率低,生产成本高的问题。
2.对齿定位装置的设计
采用对齿定位装置工艺简单,加工长齿条时,不用插齿刀对齿,只需保证齿条牙齿相对工作台的位置不发生变化,就能保证后面所切出的齿的齿距和齿距累积误差,用此方法加工的长齿条,完全能够满足图样的齿距和齿距累积误差要求,且工装结构简单,装卸方便,而且也可在2 000mm长度以内齿条的半精加工及精加工中使用,大大提高了加工效率,节省了加工时间,降低了加工制作成本。对齿定位装置(对齿工作状态时)的局部结构如图1所示,其中A为垂直定位面,B为水平定位面,C为已插齿第一段完整齿,D为已插齿部分移出工作台的部分。对齿定位装置中的插齿条主轴箱在终点位置时的示意图如图2所示。
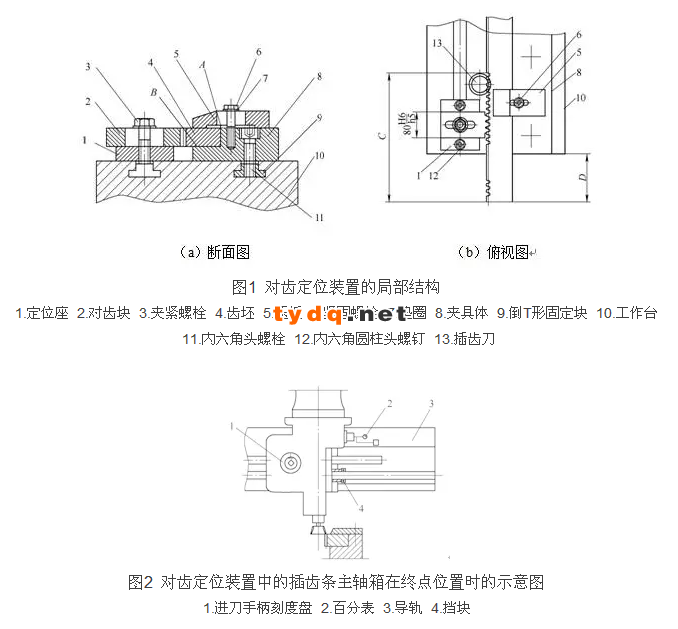
如图1所示,在齿条附件工作台10的台面上纵向设置有两条平行的倒T形槽,这两条倒T形槽的上沿分别安置有定位座1和夹具体8(定位座要有一定的厚度,厚度要大于最小空刀槽宽度),该座上安装有对齿块2,和定位座1通过内六角螺钉12固定联接,对齿块2和定位座1同时通过夹紧螺栓3与对应下方倒T形槽中的倒T形固定块9螺纹联接,夹具体8通过内六角头螺栓11与其下方倒T形槽中的另一组倒T形固定块9螺纹联接,夹具体8朝向对齿块2的位置设置有与对齿块2等高的台阶,该台阶的两个面分别为垂直定位面A和水平定位面B,该台阶上用于设置待加工的齿坯4,齿坯4加工位置与齿条附件工作台10上的插齿刀13相对应,齿坯4上表面安置有压板5,压板5与夹具体8之间通过紧固螺栓6固定联接,紧固螺栓6与压板5的接触面设置有垫圈7。
如图2所示,齿条附件工作台的操作侧设置有插齿机主轴箱进刀手柄刻度盘1,在主轴箱体的平面上设置有百分表2,通过百分表和挡块4控制进退刀。
3.具体实施方式
利用插长齿条对齿夹具进行对齿及加工的步骤如下:
(1)将夹具体8垂直定位面A和水平定位面B全长2 000mm的找正控制在0.02mm以内(见图1),并用内六角头螺栓11紧固在齿条附件工作台10上;在夹具体8上安装齿坯4,齿坯4与夹具体8上的垂直定位面A和水平定位面B紧密接触,并用压板5夹紧齿坯4(齿坯4预先经过加工,精加工平行度、垂直度都必须达图样要求,压板5最好用整块的),调整机床其他部分,按正常加工方法加工齿坯4在齿条附件工作台10上的第一段1 500~2 000mm。
(2)调整齿厚至图样尺寸,并对零插齿机主轴箱进刀手柄刻度盘1的刻度(见图2),为准确起见,再用百分表2打在主轴箱体的平面上,记下进刀终点位置百分表2的读数,并将挡块4调至安全位置,然后退出主轴箱,插齿刀离开齿坯。
(3)将对齿块2装入齿块定位座1中,并用夹紧螺栓3紧固;再将它们安装在齿条附件工作台10上设置插齿刀13的一侧端部,使得对齿块2的牙齿与齿坯4相对无隙啮合,紧固内六角圆柱头螺钉12,这时对齿块2就在齿条附件工作台10上确定了齿坯4牙齿相对齿条附件工作台10的位置;然后松开夹紧螺栓3,将对齿块2沿齿块定位座1退出与齿坯4的接触。
(4)松开紧固螺栓6,将齿坯4已加工的第一段沿夹具体8定位面轴向移动一段后,使得第二段移到齿条附件工作台10内部,再将对齿块2推入齿坯4已加工齿的第一段后一部分牙齿中进行无隙啮合,以确定齿坯4牙齿在齿条附件工作台10上的位置,此时,齿坯4第二段与夹具体8上的垂直定位面A和水平定位面B紧密接触,如图1所示,重新压紧压板5,继续插制齿坯4第二段中的牙齿,直至原来刀具主轴箱进刀终点位置;加工完第二段齿坯4,并控制齿厚与第一段的一致。
(5)以此类推,加工第三段、第四段,直至加工完整根齿坯4。
开始插齿时,工件应逐渐地向插齿刀作径向切入运动,齿坯在工作台上沿床身导轨在水平方向作直线运动,刀具切入到工件全齿深分3次或4次进行,这样便能加工出全部完整的齿廓。
另外,对齿块2和定位座1的配合尺寸分别设计为80h5和80H6,将齿块精确定位在定位座的凹槽内,对齿块2与定位座1的配合间隙是1﹕1地反映在齿距上,对齿产生的最大齿距误差也在0.01mm,而7级精度齿条齿距极限偏差的技术要求为±0.02mm,因此能完全满足齿距极限偏差的技术要求。
4.结语
该装置也完全能够在2 000mm长度以内的齿条半精加工及精加工中使用,或类似于Y51150插齿机的机床上使用。利用该装置实际操作时,不需要每次加工时对齿条进行找正装夹,只需要在夹具体8上装夹好齿坯4,使得齿坯4与夹具体8上的垂直定位面A和水平定位面B紧密接触,并用压板5夹紧即可,大大节省了加工时间,提高了加工效率,为加工类似零件提供了新的工艺设计思路。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




















