




磨料流加工技术是在磨料流机床的压力作用下,让磨料介质流经零件需提高粗糙度质量的表面,反复研磨,直至达到设计要求。磨料流技术是一种全新的机械加工方法,可以应用于复杂形状的加工零件,以及其他方法难以加工的部位。磨料流可加工的材料范围宽,不仅能加工金属材料,还能加工硬塑料、陶瓷等。要想顺利地完成零件的磨料流加工,得到预期的加工效果,除设备以外,还包括磨料的选择、循环次数的设定、工装的夹具是否合理以及挤压力的大小等影响因素。为提高叶轮气体介质流道的表面粗糙度质量,引进了该项技术。
2.磨料流设备
我集团引进的是美国制造的专门用于磨料流加工的机床,用于叶轮中气体介质流道的加工,提高叶轮表面的粗糙度质量。该机床的作用是固定被加工工件和夹具,控制磨料的挤出压力。通过在操作板上设置一些参数,控制磨料往复流道的次数及时间。使用的磨料为一种具有柔软性、黏弹性和切割性的半固态载体,和一些磨砂搅拌而成。图1所示为从美国引进的磨料流专用设备及磨料。
3.叶轮结构
我集团生产的离心压缩机中的叶轮经常选用的材料有KMN、FV520B和X12CR13等,叶轮由轮盘、轮盖和叶片组成。叶轮结构分为两件焊、三件焊和整体铣制。叶轮直径一般在400~1 200mm。气体在轮盘、轮盖和叶片这三者之间形成的流道内高速流动,并随着叶轮进行高速旋转。为保证离心压缩机的整体性能,在叶轮加工制造过程中,尺寸精度、表面粗糙度质量要求极其严格。
4.工装夹具
该类工装夹具的功能是需要把叶轮牢固地固定在密闭腔内,保护其他不需要磨料加工的部位,并且能够引导磨料在叶轮轮盘、轮盖及叶片组成的流道内流动。由于离心压缩机都是根据客户的具体需求设计的,一般为单件、小批量生产制造,因此每台压缩机的每个叶轮都需要设计专用的工装夹具。在工装的实际设计过程需要注意的几点是:①保护不需要磨料的部位。②可实现叶轮在加工前后自由出入腔体。③某些零件需要设计斜台结构,有助于磨料的流动。④工装质量尽可能小,以便增加该机床的加工范围。⑤腔体内的夹具零件与腔体的配合间隙要合适,既能自由装配,也要防止磨料进入缝隙内。如果磨料进入缝隙内,将会导致叶轮与工装件及工装件之间的拆卸困难。
图3所示为一种叶轮的磨料流工装夹具,主要由两部分组成,一部分是与设备相连的密闭腔体,二是在腔体内固定叶轮与引导磨料往复运动的夹具。
叶轮磨料流工装
1.底部定位环 2.底盘 3.紧固螺钉 4.内套筒 5.套筒 6.压盖 7.垫套 8.吊环 9.销钉 10.支撑盘 11.吊环
为扩大该台机床的生产能力,底部定位环及内套筒、支撑盘等采用尼龙材料MC902,该尼龙为韧性角状半透明或乳白色结晶性树脂,密度1.15g/cm³。作为工程塑料的尼龙具有很高的机械强度,耐热,磨擦系数低,耐磨损,具有自润滑性,加工性能好。经多次试验证明,选用尼龙材料作为该类工装夹具非常合适。
5.应用案例
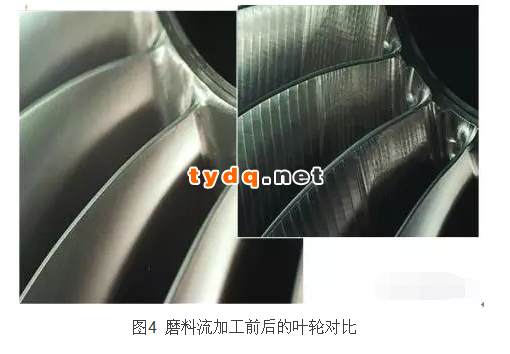
我集团科研产品KY25中代号为KY25–2012–1的叶轮采用磨料流工艺进行流道内的加工,以提高叶轮的工作性能。叶轮材料为KMN,直径为450mm。叶轮流道经最终热处理后,实际叶轮流道表面粗糙度值Ra=3.2μm左右。通过设计叶轮的专用工装夹具,将叶轮与工装夹具装配好后安装到设备上,设置加工时间(循环次数)。叶轮加工后经质检部门检查,叶轮流道表面粗糙度值Ra降低到了0.8μm以下。磨料流加工前后的叶轮对比如图4所示。对叶轮流道表面的有关试验验证表明,叶轮多变效率提高了1%以上。为了保证高精度和表面质量,对于不同材料、不同结构的零件,在表面状况不同的情况下,要达到某一个技术指标,设置一个最佳的加工时间(循环次数)和合理的工装夹具是此工序能够取得预期效果的关键。循环次数过少则达不到预期的效果;循环次数太大,加工的经济性则较差。
6.结语
到目前为止,我集团采用磨料流技术进行流道表面加工的叶轮已经达到几百个。应用该项技术后,提高叶轮流道表面粗糙度两个等级以上。这项技术在用于提高叶轮流道表面质量方面已经非常成熟。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。




















