




说到制造车间供电质量,传统上认为国内三相AC400V供电存在着“电压波动大”和“谐波严重”的问题,因此,这也是很多用户给NC设备前端安装稳压器的主要原因。但是,从目前实际来看,上述供电质量问题并不是目前CNC制造车间供电质量的主要问题,因此也不是影响CNC设备产生故障的主要原因。
从大量CNC制造车间的现场实际供电监测情况来看(接入专业电网检测分析仪器在线24h不间断地监测一段时间),只要车间内没有大的电感设备(如高频感应式热处理设备)、“电压波动”、“系统谐波”及“频率误差”等问题,一般还都是正常的或者说并不严重,并不是主要问题,而反映出来目前制造车间的三相AC400V供电系统的主要供电质量缺陷是“电压跌落”和“电压瞬变”。
“电压跌落”也称为“电压骤降”、“电压下跌”或者“电压凹陷”。其是指供电电压均方根值在短时间内突然下降到额定电压幅值的90%,甚至降到10%,典型持续时间为0.5~30个周波的一种现象。而“电压瞬变”则是在短时间内供电电压幅值发生瞬时变化,不一定是电压下降,还可能是电压超高,或单相变化或三相都变化且不均衡。发生“电压瞬变”时,不但变化的幅值大,且发生的频次也很高,有时一天能有数百次之多。
“电压跌落”和“电压瞬变”与一般意义上的“电压波动”有很大的区别。一般所说的“电压波动”是指电压比较缓慢的变化(如数秒到数分钟不等)且三相变化比较均衡,这种较为缓慢的电压变化可以用普通电压表进行测量,由于现代CNC系统和伺服驱动都设计有较宽的电压输入范围,所以这种缓慢但又是在范围内的变化实际上对CNC设备并无实质性的影响。
而“电压跌落”和“电压瞬变”这两种供电缺陷实际上对CNC设备的影响却很大。它们都具有“幅值变化大,时间短促(数毫秒到数百毫秒),三相变化不均衡,可能伴随相位跳变”等特点,并且上述两种供电缺陷很难被察觉:由于时间非常短,人的感观无法觉察,而使用如万用表之类的一般测量仪器根本无法捕捉到,只有专用仪器才可以识别。
而目前国内针对这两种供电缺陷的研究还非常缺乏,对于其产生机理的认识还停留在“雷击”和“输电线路短路故障”等,但实际在CNC制造车间频繁出现这些供电缺陷的同时并没有什么“雷击”或者“短路故障”发生。既然没有机理上的清晰认识,则更谈不上应用于制造车间层级的解决方案。而国内制造用户对此供电缺陷或者根本不知,或者不予理睬,或者给CNC设备前端大量安装稳压器,总体成本不菲。
值得注意的是,在发达的工业化国家中,“电压跌落”和“电压瞬变”引起70%~90%的电能质量问题。据报道:在欧洲,由此引起的用户投诉占整个供电质量问题的80%以上,而由“谐波”引起的投诉不到20%。而就国内很多CNC制造车间供电的监测结果来看,正好也反映了这种趋势。这说明,随着国内工业化的进程,与发达国家一样,目前供电缺陷的实质性因素在国内很多场所已经发生了根本性的变化。
电压跌落和瞬变对CNC设备的影响
从实际监测结果来看,电压跌落的幅值有时候是非常大的,例如:在某次监测中发现标准相电压AC230V有时能跌落到只有20V左右,而电压瞬变则可能瞬间电压升得很高,例如标准相电压AC230V有时能冲高到680V左右。值得庆幸的是,上述这样大幅度的变化往往时间很短,只有几个毫秒到十几个毫秒。但是一旦此类情况持续时间较长(如几十到数百毫秒),就会产生较大的影响。
例如:数控系统的PCU或者NCU其实就是一台工业计算机,通过一个交直电源和电网连接,其原理和普通PC类似,当输入电压下降到额定的70%以下并持续超过20ms,部分PC就很可能就无法工作,或者发生数据丢失或者出错,造成CNC系统的报警、数据丢失及RAM紊乱等情况。
CNC机床普遍采用的交流伺服系统也会受到电压跌落的影响。比较轻微的表现就是“跳闸”或者“电机速度波动”,会影响CNC加工零件表面质量。而如果由于电压非均匀跌落导致三相相位的跳变,则比较严重,甚至能引起伺服驱动电源部分的损坏。
而电压瞬变则会瞬间产生超高的电压,虽然时间很短,但是频繁的超高压可能会造成元器件的损伤,造成元器件的提前损坏。更严重地也可能会产生三相相位的错乱,造成电源整流器件IGBT的损坏。大量实际案例说明此类问题有相当比例。
车间配电系统的短路容量
在配电设计里,“系统故障级”(system faultlevel)是一个非常重要的配电设计指标,但在实际中发现,这个指标往往被忽视。
“系统故障级”在国内一般被称为“短路功率”或者“短路容量(short-circuitpower)”,为避免引起歧义,以下以“短路容量”名词为准。
表面上看,短路容量是配电系统开关保护器件(如熔断器等)选择的依据,并决定着其他连接设备的经济限度。但更深的含义是:短路容量直接影响着供电的质量,影响着供电缺陷的程度和频次,对于CNC机床的可靠运行来说非常重要。而现在普遍对于这一点是认识不足的。
从供电专业角度讲,当一个电网足够大时,电压跌落、瞬变及谐波等供电缺陷就会自然消失。反之,如果电网容量太小,任何稍微大一__些负载的接入或断开就会比较明显地影响到系统整体的电压。这实际上就是电网越大越平稳的原因。同样地,对于某个低压配电系统来说,系统较低的短路容量导致的配电系统中电压跌落和电压瞬变这些供电缺陷比较多,也会伴随着电压波动、谐波等其他问题。“短路容量太小”实际上是目前CNC制造车间供电质量缺陷的主要原因。
从安全的角度讲,短路容量比较高,当发生接地短路故障时,由于短路电流较大,熔断器(或断路器)能尽快地熔断(断开),起到保护作用。而短路容量比较低则增加了断路器的反应时间,可能导致长时间过电流,增加了火灾的风险。短路容量较大带来的问题就是短路电流较大,对熔断器等保护器件设计要求提高,会增加相应的成本。
由此看出,短路容量这个指标非常重要,需要从降低供电质量缺陷和降低短路电流冲击的两个不同的角度找到一个合理的平衡。
一个车间配电系统的短路容量与母排电阻和电抗有关,但主要取决于变压器的特性。一般来讲,工厂内的架空线为AC10kV或者6kV,然后车间用降压变压器将其降低为AC400V供厂房内设备使用。如果一个厂房的配电全部来自于一个变压器,则有大致的公式可以估算车间配电系统的短路容量S k=变压器额定功率Pn÷变压器的短路阻抗Uk
由此可知,短路容量和变压器的额定功率成正比,和变压器的短路阻抗成反比。同样的短路阻抗情况下,额定功率越大,短路容量越大;同样额定功率情况下,短路阻抗越小,短路容量越大。
只要有足够的短路容量,在这个变压器所供电的配电系统中供电质量就基本上有保证,反之则会出现较多的问题。而如果一个车间有若干个变压器供电,则需要每个变压器的短路容量都合适,否则那个不合适的变压器所供电的配电系统中的供电就有问题。
所以,从开始配电设计就选择合适的供电变压器是最好、最根本的解决方案。给每台CNC设备单独安装稳压器当然也是一个解决方案,但是由于设备数量多,并且稳压器成本要比同功率的变压器成本高得多,无疑总成本要高很多,并且这种办法依旧不能解决总母线上的供电缺陷问题。所以说,选择安装合适的总供电变压器而不再给每台CNC设备安装稳压器实际上成本更低,效果更全面。
需要指出的是:如果车间厂房刚开始时设备不多,但是随后不断增加新的设备,而超出了原来的配电设计能力,也需要继续增加变压器数量或者更换更大功率的变压器,以继续维持足够的短路容量。
CNC制造车间变压器的选择
一般地从传统意义上讲,配电变压器选择的依旧主要是考虑变压器的负荷率。但是CNC制造车间的变压器选择出发点首先是“尽量保证供电质量”。
从保证供电质量出发,在不考虑其他负载的情况下,仅考虑CNC机床的交流伺服系统,则配电系统的短路容量应该是各CNC机床伺服电源模块额定功率总和的70倍以上,考虑“同时系数”,可以略有缩小,系数为0.73。
例如:车间有20台CNC机床,全部是55kW的再生馈电式电源模块,则总电源模块功率是20×55=1 100(kW),则车间配电系统的最小短路功率:Sk=1 100×70×0.73=56 210(kVA)。如果选择的变压器的短路阻抗为4%,则变压器的额定功率Pn=56 210×0.04=2 248(kVA)。如果考虑机床实际上还有少量其他一般性如液压泵、排屑器等负载(例如总计为300kW左右),总数增加到2500kVA左右。而车间变电所单台变压器一般不超过1 250kVA,则此车间应该至少使用2台阻抗为4%的额定功率为1 250kVA的变压器平均分配供电。
可见,对传统车间仅考虑负荷率的方法是不适合CNC制造车间的。
对于CNC制造车间要把“考虑供电质量”作为首先要考虑的,对此应该有一个认识上的突破。
变压器的短路阻抗
从上述描述中可以知道,变压器的短路阻抗Uk(也称为“阻抗电压”或“短路电压”)实际上是一个非常关键的参数,但很多配电设计人员经常忽视这个指标的重要性。
短路阻抗Uk是一个非常重要的指标。Uk越大,电压压降和电压变化率越大,反映出来“电压跌落”和“电压瞬变”这些缺陷越多,供电质量越差,那么对CNC设备的影响就越明显,但是如果发生负载短路情况,变压器所承受的短路电流冲击也越小。反之,Uk越小,变压器输出电压压降和电压变化率越小,反映出来“电压跌落”和“电压瞬变”这些缺陷越少,供电质量越好,那么对CNC设备的影响就越小,但是如果发生负载短路情况,变压器所承受的短路电流冲击也越大。当然这只是理论可能性,实际上是,车间设备故障所引发的短路情况一般都影响不到变压器那里,前端若干级的断路器早就起到了保护作用。
之所以说短路阻抗Uk非常重要,是因为其看似少量几个百分点的差别,但是造成系统短路功率差异数倍。例如:一个额定功率400kVA的变压器,Uk=4%时,Sk=10 000kVA;而如果当其Uk=8%时,Sk=5 000kVA,车间配电系统的短路功率相差一倍,带来的供电质量就有较大的差别。
所以,看上去额定功率相同的变压器的实际使用效果不一定是相同的。
既然短路阻抗Uk小一些比较好,为什么会在实际中有大量阻抗比较大的变压器在使用呢?变压器的阻抗本质上是漏磁通所生成,铁心尺寸越大,漏磁通越小,阻抗就越小,但是铁心尺寸越大变压器尺寸越大,成本就越高,占地面积也越大。因此,阻抗指标可能会被人为地放大以到达降低成本的目的。
根据国家标准GB1094,车间供电最常用的1 250kVA规格以下的变压器的Uk范围是4%和5%。但是由于阻抗指标不被重视,现场经常可以看到标称阻抗已经大幅度超出此范围的变压器在使用,更有甚者,某些变压器铭牌上根本就没有此指标。
真正的三相五线制
如果配电系统的短路功率已经足够大,不再是问题,那么接下来就主要是接地的问题了。
只要车间供电采用了三相五线制(TN-S)就肯定比用三相四线制(TN-C)好吗?从理论上来说当然如此,但是实际中却不是这样。大量的实践证明,采用TN-S和TN-C与CNC设备的各种电器故障并没有直接的关联。那又是怎么回事?
问题的根源在于“有些所谓的三相五线制根本就不是真正的三相五线制”。
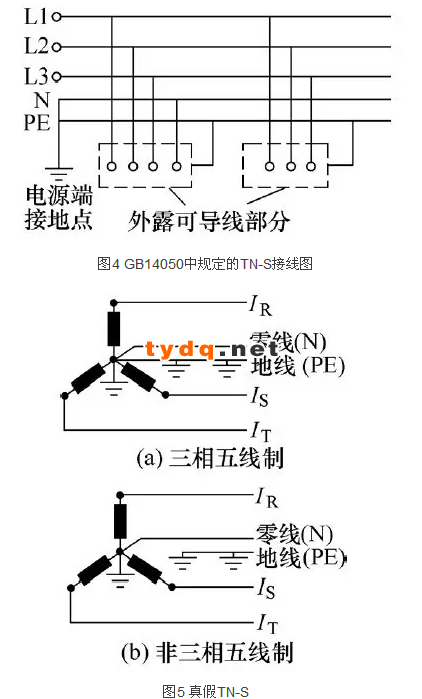
在三相五线制“TN-S”的定义中:“T”表示电气装置的外露可导电部分直接接地,“N”表示电气装置的外露可导电部分与电源接地点有直接的电气连接,而“S”表示中性线N和地线PE是分开的。车间的“电源接地点”就是车间变压器的中性点,而变压器中性点在变压器房间内肯定是有良好接地的。简单地一句话:只有和中性点可靠连接的PE才是真正的PE。对于三相五线制而言,CNC设备电柜一般只接入L1/L2/L3和PE而不接入N,如果PE和变压器中性点有直接可靠的连接,则L1/L2/L3的线电压是相对平衡和稳定的;而如果PE和变压器中性点并没有直接可靠的连接而只是通过大地导通,由于这种导通阻抗的不确定性,则L1/L2/L3的线电压就有可能出现超高的情况。一旦瞬时超过元器件耐压,绝缘气隙的设计要求,就会造成驱动电器元器件的损坏。
换句话说,如果三相四线制的PEN做得比较好,不但和中性点有可靠的连接,接地电阻也很小,则三相四线制也可以保证CNC设备良好地运行。GB14050《系统接地的型式及安全技术要求》规定了正确的TN-S接线方法。可见,PE和N虽然在布线过程中是分开的,但是最终在变压器中性点处是连接在一起的(也就是说“有直接的电气连接”),并且在此做了可靠的接地。而IEC61000标准的图片则更为清晰地显示了这一点:它不但指出了PE和N最终在变压器中性点连接在一起,而且PE在布线过程中还要多次做重复接地,以降低接地电阻并更为安全。
实际中经常发现,用户在CNC车间供电设计时,将PE接地和变压器中性点接地分隔开,PE虽然也接地(例如在地沟中,或者在设备附近的地基泥土里),但是此接地和变压器中性点并不直接由金属导体连通(只是通过大地连通)。这种情况下,就会缺乏中性点的抑制平衡作用,L1/L2/L3线电压超高的概率大大增加,CNC设备故障也就随之上升。
对此的对策就是:从车间配电设计阶段就弄清楚概念,做真正的三相五线制。并且,PE在布线过程中要多次做重复接地,既可以降低接地电阻,对操作人员来说也更为安全。
结语
对CNC制造车间配电设计的出发点应该是“减少供电缺陷”。
而配电系统的“短路容量大小”和“接地质量是否良好”是保证供电质量的最根本因素,只要抓住了最根本的因素,CNC车间的供电质量就有保证,就可以大幅度减少由于供电缺陷引起的CNC设备故障。
更多产品信息请关注铁艺大全网:www.tydq.net,转载请注明出处。



















