




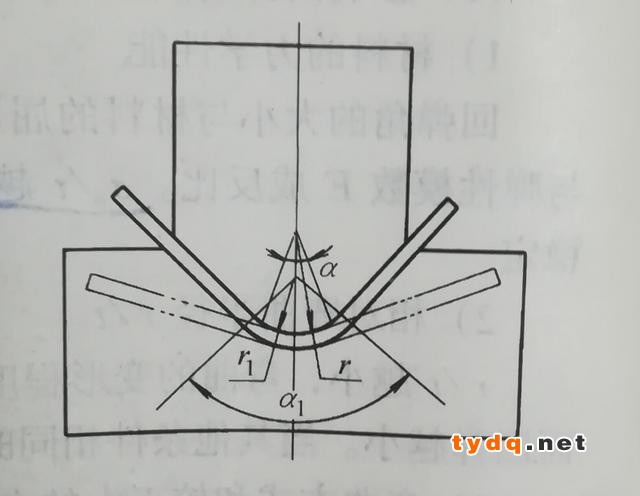
看到很多人在设计带内圆弧的折弯模具时,折弯凸模R的取值要么按原产品内R不放回弹,要么直接缩小一个倍数,比喻产品内R为1,材料偏硬就取0.8倍,凸模R为0.8。材料偏软则取0.9倍,则凸模R为0.9。如果有偏差则多改几次模具,这样基于经验也能做到公差范围内。如果按这个方法设计一个料厚为05,内R为200mm的产品,回弹多半难以取准。现介绍一个通用的回弹公式,按数值套就能算出回弹值。
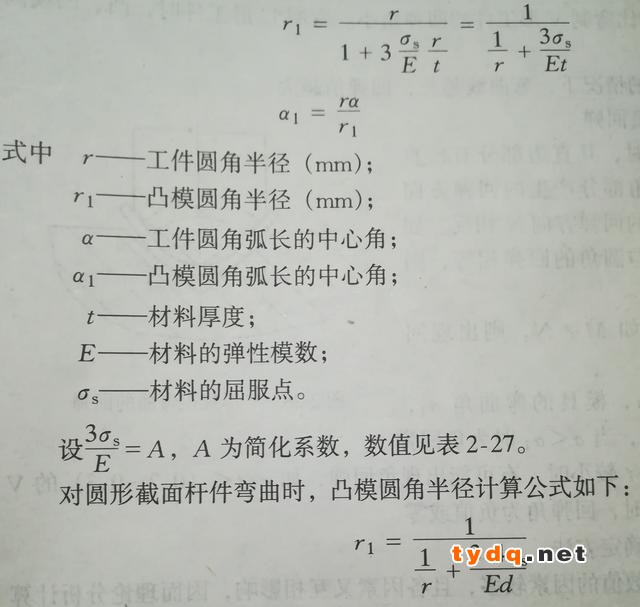
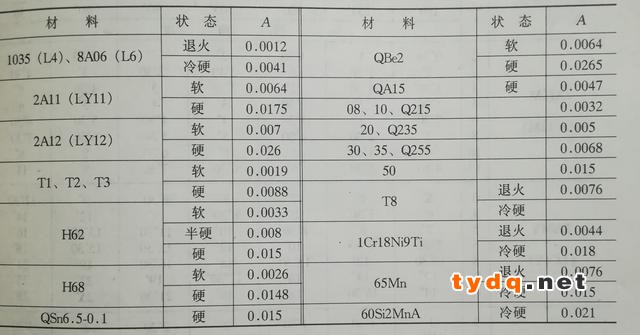
A值见下表,
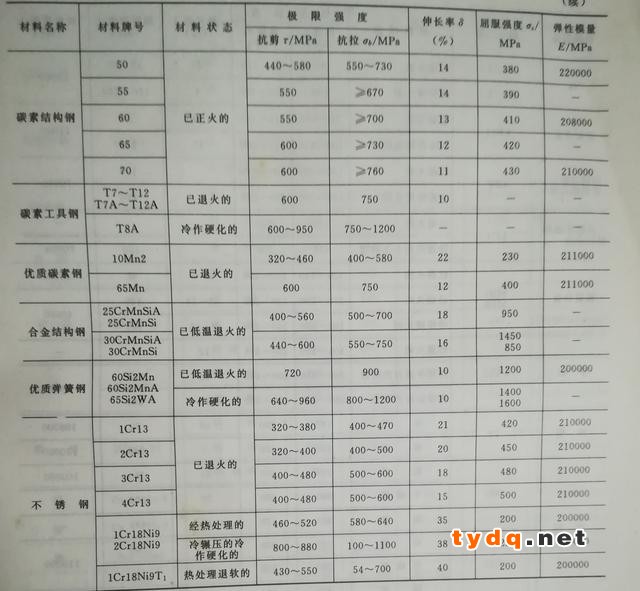
如果上面没有需要的的材质,也可以查下面的表,找到材料弹性模量,屈服强度,再代入上面公式计算。

最好是自己建立一个常用材料库,有些物理参数没有的话可以找供应商要。如果弹性模量和屈服强度参数正确的话,一般弹片端子,外观件,型材的折弯回弹都比较准确。



